
产品详细介绍
以下是:【数控等离子切割机光纤激光切割机床支持定制】的产品参数
导读 【数控等离子切割机光纤激光切割机床支持定制】,华宇诚数控科技有限公司为您提供【数控等离子切割机光纤激光切割机床支持定制】的资讯,联系人:,电话:18986290037、18986290037,QQ:1051088151,发货地:武汉江夏区庙山工业园特1号发货到江西省 九江市 庐山市、浔阳区、武宁县、修水县、永修县、德安县、星子区、都昌县、湖口县、彭泽县、瑞昌市、共青城市。 江西省,九江市 九江市,简称“浔”,别名“浔城”,古称浔阳、江州、柴桑,为江西省地级市,是江西省中心城市之一、昌九一体化双核城市、大南昌都市圈中心城市、环鄱阳湖城市群副中心城市、长江沿岸中心港口城市、长江中游城市群重要中心城市、长江经济带支点城市、赣鄂皖湘区域性现代化中心城市。九江市为中国百强城市、Ⅱ型大城市、全国性综合交通枢纽、鄱阳湖生态科技城、先进制造业基地、长江航运枢纽国际化门户、江西区域合作创新示范区,九江都市区是江西省重点培育发展的三大都市区之一。
简约设计,不简单内涵。观看我们的【数控等离子切割机光纤激光切割机床支持定制】产品视频,用少的话语传达真实的产品价值。
以下是:【数控等离子切割机光纤激光切割机床支持定制】的图文介绍

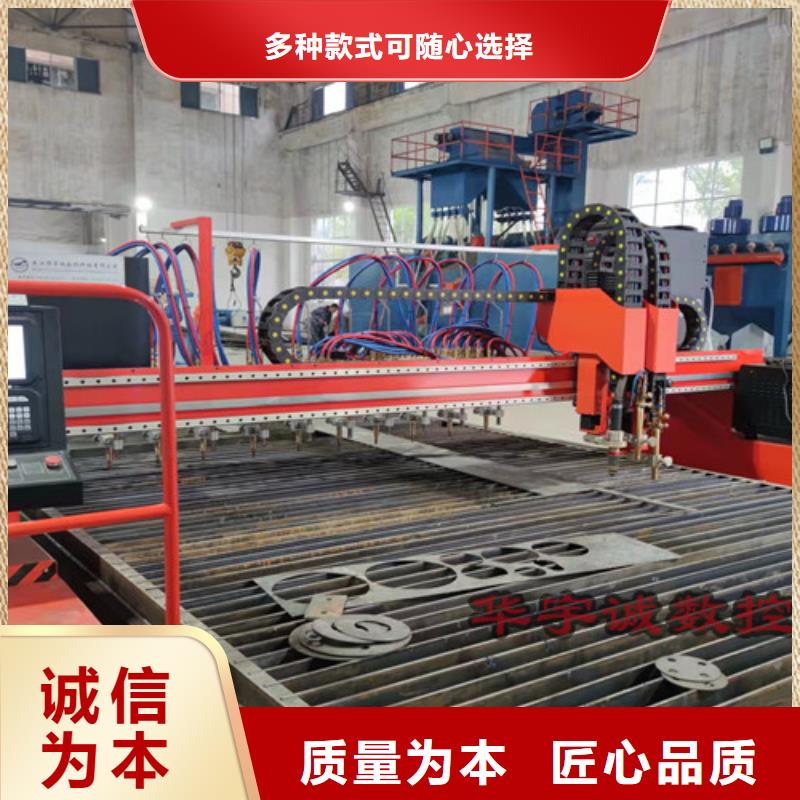
多年来华宇诚数控科技有限公司生产的 江西九江金属激光切割机凭借优越的品质与周到的服务力拙群雄,赢得了来自全国各地无数的称赞,也赢得了无数忠实的客户。
品质铸就品牌,创新赢取未来”的经营理念表达了我们对品质与创新的不懈追求。 “以市场为导向,以人才为纽带,以资本为后盾,以品牌为目标”的发展战略预示着美好明天。
热诚欢迎广大客户与我们携手,共创辉煌!



数控火焰等离子切割机的功能及优势:数控切割设备的两大分类中,火焰切割机与等离子切割机目前在国内市场均有相当多的终端用户,对于企业来说,选择采用数控切割方式除了提高生产加工效率外,更多的还在于节约生产成本,具体到数控火焰、等离子切割机上来看,则可以归结为人工成本、生产成本等多个方面,为了让更多的用户能了解数控火焰、等离子切割机的功能优势,以下将主要就此方面情况予以简单说明:一、等离子切割介绍等离子切割是利用高温在喷嘴处喷射出来的高速气流离子化,从而形成导电体。当电流通过时,该导气流即形成高温等离子电弧,电弧的热量使工件切口处的金属局部熔化(和蒸发),并借助高速等离子气流的动力排除熔融金属以形成切口的一种加工方法。利用环形气流技术形成的细长并稳定的等离子电弧,保证了能够平稳且经济地切割任何导电的金属。数控切割机厂家直销!图片经过多年的探索,等离子技术得到了长足的发展。近的进展是通过加大功率来加快数控等离子切割机速度,同时提高切割质量。图片二、火焰切割介绍火焰切割是老的热切割方式,其切割金属厚度从1毫米到1米,但是当您需要切割的绝大多数低碳钢钢板厚度在20毫米以下时,应采用其他切割方式。火焰切割是利用氧化铁燃烧过程中产生的高温来切割碳钢,火焰割炬的设计为燃烧氧化铁提供了充分的氧气,以保证获得良好的切割效果。火焰切割设备的成本低并且是切割厚金属板经济有效的手段,但是在薄板切割方面有其不足之处。与等离子比较起来,火焰切割的热影响区要大许多,热变形比较大。为了切割准确有效,操作人员需要拥有高超技术才能在切割过程中及时回避金属板的热变形。



数控等离子切割是集数控、等离子和逆变电源技术于一体的高新技术,相对数控火焰切割具有切割速度快、效率高、切割面质量好、切割尺寸、工件热变形小等优点,在铁路、船舶、航空和机械制造等制造业中得到广范应用。目前,制备车间有两台数控等离子切割设备,主要用于长大配件、形状复杂的异形工件的切割下料,尤其是在当前公司小批量多品种订单较多的生产形势下,数控等离子切割的优势愈加明显。本文主要针对数控切割过程中出现的常见质量问题进行原因分析,并提出了解决和控制措施。1.数控等离子切割的工作原理数控等离子切割是以高温、高速的等离子弧为热源,以压缩气体为工作介质 , 通过被压缩气体电离形成高温、高速的等离子电弧 , 将被切割的金属或非金属局部熔化(或蒸发),同时用高速、高压气流将已熔化的金属或非金属“吹离”基体而形成狭窄而光洁切口的一个过程,如图1所示。图片图 1 数控等离子切割示意2.影响数控等离子切割的因素分析与控制措施数控等离子切割常见的质量缺陷有:穿孔缺陷、切割变形、熔渣、断面倾斜以及波纹等。而在实际生产中影响切割质量的因素主要有:切割程序代码、原材料平面度及内应力、起收弧缺陷、切割速度、切割顺序、弧压高度等,这些因素控制不当都会产生质量缺陷,因此如何采取控制措施质量缺陷是我们需要解决的主要问题。(1)切割程序代码 数控等离子切割是通用数控程序代码来实现产品加工的,因此程序代码的正确与否,直接影响产品切割质量。在车间以往的切割生产中,曾发生过因程序代码错误和错误调用产生的质量问题。控制措施:解决这一问题就要从源头上加以控制,一是增加数控程序的校核过程,确保切割代码正确性;二是建立程序和图纸的资源库,减少因多次编制造成的错误概率增加;三是对程序进行统一编号,规范管理,如:利用物料代码的性对程序进行编码,可以避免因程序调用错误产生质量问题。(2)原材料的不平度和内应力 原材料的不平度和内在应力,对切割质量的影响非常大。目前车间使用的大部分原材料在切割前都要经过预处理线抛丸除锈和底漆喷涂,尤其是2~8mm的卷板,在经过抛丸处理以后,内部应力分布不均匀,板材会产生不同程度的变形,影响数控等离子切割的尺寸精度。控制措施:针对原材料不平度和内应力,可以在切割前,对原材料增加一道校平工序,进一步释放板材内在应力,一般将板材的平面度控制在≤2mm/m2,能够有效保证切割产品质量。(3)起收弧缺陷 起收弧缺陷是等离子切割件中常见的切割缺陷。起弧缺陷一般是由板料不平、工件切割过程中发生变形或位移,起弧线、补偿值设置不合理等原因造成的。由于板料不平,工件和母板脱离时会向下掉落,掉落瞬间会被等离子流灼伤,造成起弧缺陷。控制措施:根据实际情况设置提前收弧时间,使工件掉落时刚好停弧或者在编程时去掉引出线。另外对于工件切割过程中发生变形或位移,产生的起收弧微小缺陷可以通过设置四分之一圆弧的起收弧线来弥补。(4)切割速度 切割速度主要是影响切割断面的斜度和波纹。切割速度加快会导致切口斜度变大,过快会在切口处出现波纹和毛刺,甚至会无法切透或断弧。切割速度过慢也会出现毛刺,并会使切缝变宽,影响工件尺寸与质量,降低了切割效率。控制措施:数控等离子切割不同厚度的钢板时,需选择不同型号割嘴和耗材,同时也对应着不同的切割速度和切割参数设置。附表是本人针对精细等离子切割机整理的常用板材选择割嘴和切割速度。精细等离子常用板材切割速度图片(5)切割顺序 切割顺序的选择对于保证切割质量也非常关键。尤其是在多种配件数控套裁下料时,切割顺序的选择将影响整张板材的成品率。在车间D11配件生产中,就出现了因切割顺序选择不当造成母材变形产生位移,使后续产品无法完成切割情况。控制措施:切割顺序选择应遵循先内后外,先小后大的原则;即先切割工件内轮廓,后切割外轮廓;先切割母材中面积小的零件,后切割大尺寸的零件,可使尺寸大的零件周边的材料质量变轻,有利于减小大尺寸零件切割时产生的热变形偏差;此外,在能保证的切割质量的前提下,应尽量选择近的切割路线。(6)弧压高度控制 弧压高度是指在切割过程中等离子割炬与工件表面的高度距离,弧压的高度主要会影响工件切口的断面质量,因此弧压控制也很重要,控制不当会导致断弧或熔切不透。控制措施:在实际切割过程中 ,调整割炬高度与电弧压力:割炬高度一般应在 3~6mm 之间,根据实际板厚与板料的不平度情况微调割炬高度与电弧压力,在其他因素不变的情况下可减小切口的斜度,改善切口质量,减少断弧率,达到更加理想的效果。、3.结语综上所述,根据数控等离子切割工艺的特点和规律,通过采取得当措施就可减少切割缺陷、控制切割质量。总之,数控等离子切割机的切割质量控制除了以上提到的因素外还有其它影响因素,需要我们在实际操作中总结经验并不断改进。随着数控技术自动化、柔性化、集成化、高速化的发展,我们相信数控切割技术的应用会越来越广泛,而数控等离子切割技术也将会越来越完美。


总结 华宇诚数控科技有限公司【18986290037】在江西省九江市本地专业从事【数控等离子切割机光纤激光切割机床支持定制】,价格低,发货快,效果好 ([城市群])可送货上门。